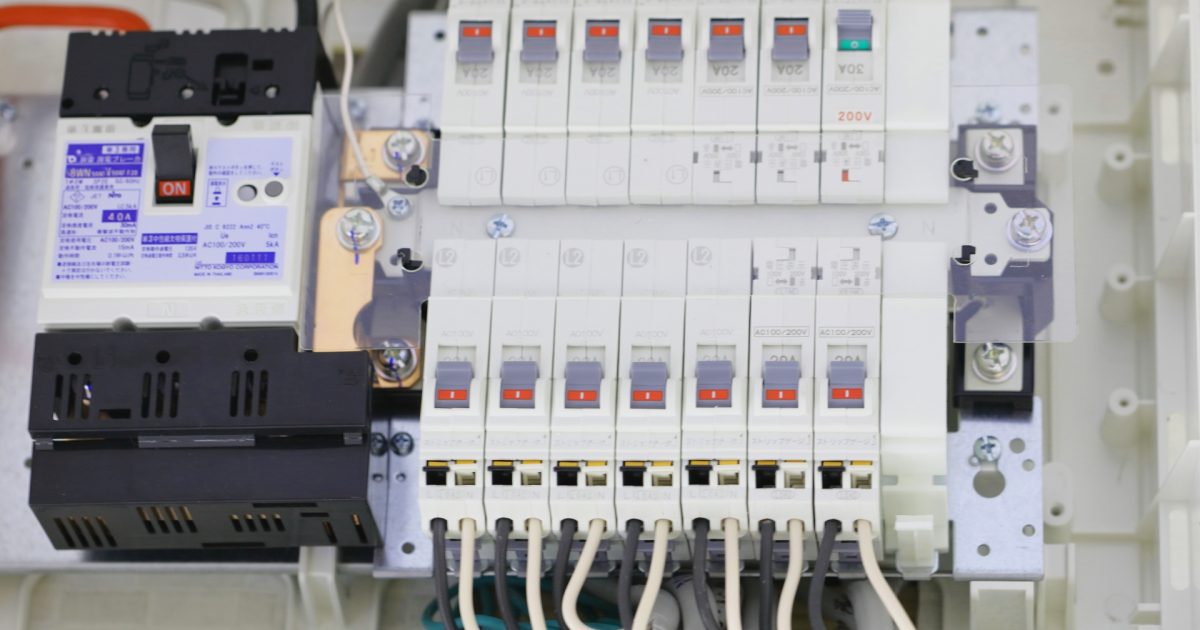
知っているようで知らない、電源と遮断器の選定方法 電源の選定は設備や装置において根幹を成します。 この選定によっては使用できる国や使用箇所、使用方法が大きく制限されたりします。 そのため、一番最初に考えましょう。 ここで […]
電装・電気電子設計
電気設計3 意外と知らない、電源と遮断器の選定方法
– Introduction – What is development / design method
I will describe from my own knowledge and my own point of view. These contents are not the best way for all of this. There are various ways according to the situation. Moreover, there may be contents which stick to because they are looking at from their own point of view. I would like to think about a better method and I would like you to tell me if there is any problem.
知っているようで知らない、電源と遮断器の選定方法 電源の選定は設備や装置において根幹を成します。 この選定によっては使用できる国や使用箇所、使用方法が大きく制限されたりします。 そのため、一番最初に考えましょう。 ここで […]

機能維持のための安全カテゴリの考え方 安全カテゴリは「安全」と名前がついているため、「安全性」と混同しがちですが違います。 安全の機能が維持できる堅牢性・耐性のレベル分けした名称です。 安全カテゴリとは「安全の機能」の「 […]

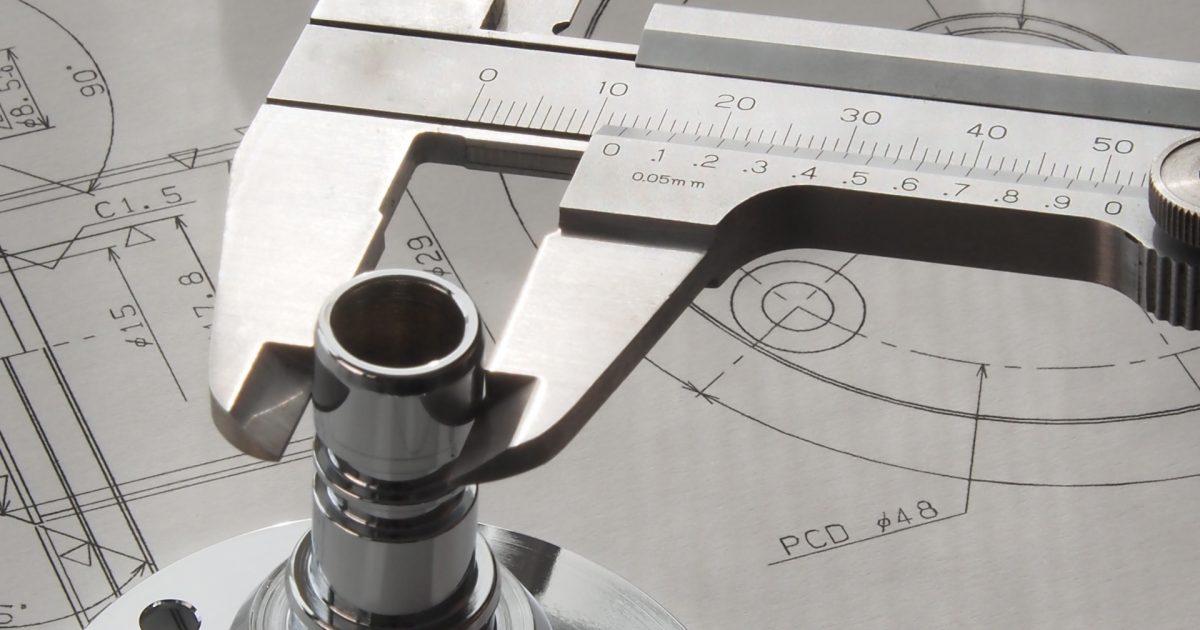
機械部品としての銅・銅合金の特性と選定 アルミニウム同様、毎日必ずと言っていいほど、銅(Cu)関連の製品に触れていると思います。 実際に開発設計で使用する際はどのように選定をしていいのか、今回も特性と共に説明したいと思い […]

機械部品としてのアルミニウム合金の特性と選定 日常生活でも毎日必ずと言っていいほど、アルミ関連の製品に触れていると思います。 実際に開発設計で使用する際にどのように選定をしていいのか、特性と共に説明したいと思います。 化 […]
開発の流れ〜システムの開発プロセスと工程の流れ〜 製品開発等をする上で、どのような流れ(フェーズ)に沿っていくか一般的な例で説明していきたいと思います。 開発行為はとてもリソースが必要になります。詳しくは開発設計する前に […]
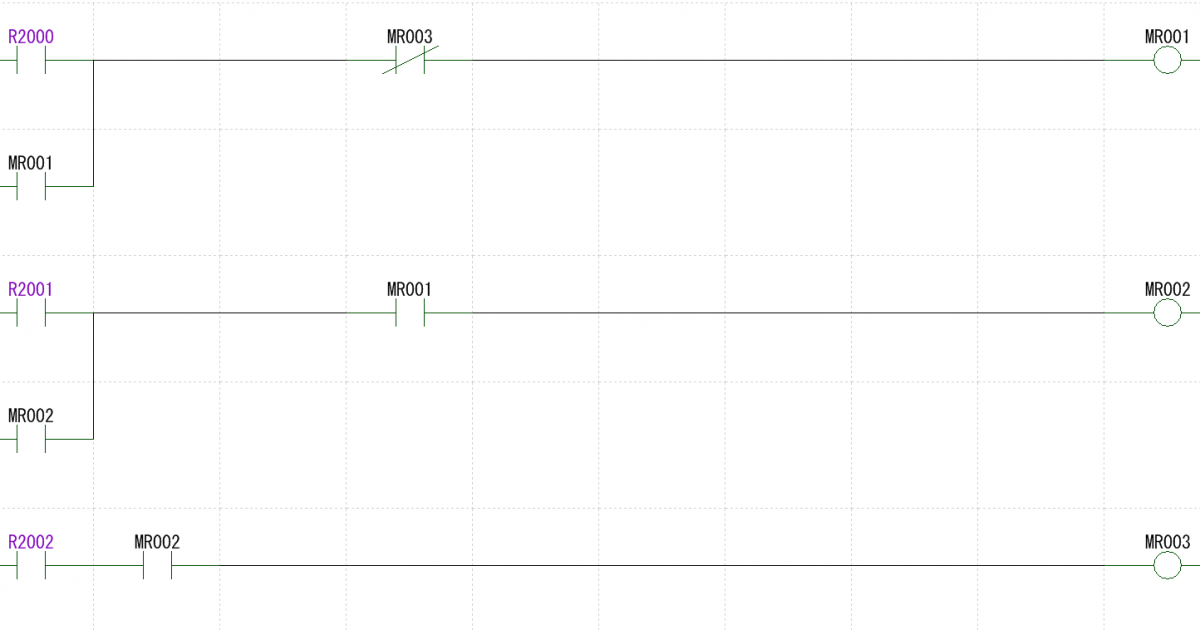
ファクトリーオートメーション(FA)のシーケンス制御とラダー回路の基礎と工夫 ファクトリーオートメーション(FA:生産工場)の設備の多くはシーケンス制御を使用しています。その制御を行う制御装置をPLC(プログラマブルロジ […]

熱に対応した電装・電気設計 熱に対応した電装・電気設計として電装・電気機器の制御盤及び温度の与える影響を考えていきます。 設計時の安全率等は企業によって異なると思いますので、参考程度で読んでいただけたら幸いです。 熱が与 […]

画像制御 カメラ選定〜制御 これからどんどん画像認識・画像制御による製品・設備が増えてきます。 それに伴って精度や設計方法も変わっていきます。ここでは使い方をわかりやすく説明したいと思います。 画像装置での検査、計測例: […]

危険を回避せよ!リスクアセスメント リスクアセスメントとは、作った製品・設備の危険性が隠れていないかをロジカルシンキングとして捉えるやり方になります。 そのためここでのリスクとは製品戦略や製品品質的なリスクでは無く、単純 […]

開発する前に必要なことを考え直そう! 開発は新しい物を世に生み出す行為です。(ここでの設計は開発行為上の設計を指します)そのため、リソース(人材、資金、道具・材料)がとても多く必要となります。 自身の組織(以外、企業)の […]
