ばらつきと工程能力
ものづくりと工程能力は切っても切れない縁です。聞いたことないかもしれませんが簡単に言いますと、工程能力とは、製品を作る上で製品の規格内に収まる確率を表した能力です。
ばらつきにも関係してきます。
その能力指数により、製品のロスの把握や検査頻度の決定などします。この考え方はものづくり以外でも確率を考える上で使用され応用もされています。それを説明していく前に製品を作る上での製品の規格の話をしたいと思います。
業務の決断におけるばらつき及び偏りは、「決断における意思のばらつき」と「決断における意思のバイアス」を見てください。
製品の規格とは
製品製造する上で規格があります。例えば、100cmの棒が製品だとします。製品全て100cmであれば問題ないのですが、作る上で99cmや101cmなどが出てきます。
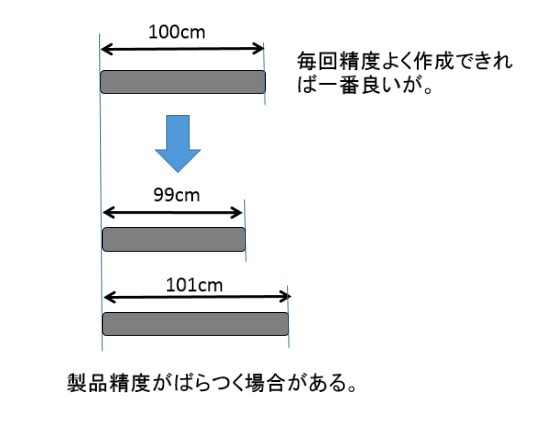
ただし、製品として世の中に出せるものを例えば99cm〜101cmとすると、製品は100cm±1cmであれば世の中に出せます。この時の「±1cm」が規格となります。もし、98cmのものができて場合これは不良品となり製造ロスとなります。
この規格に対する(製品をいくつか測定した)ばらつきを確率的に求めることで、製品ロスの数を割り出したり、品質の保証につなげたりします。この時の確率から数を割り出すために正規分布を使用します。
製品の規格とは、製品を世の中に出せる合格範囲
正規分布とばらつき
正規分布とは?
平均値の付近にあつまるようなデータの分布を表した確率分布のことを正規分布と呼びます。
他の記事でも簡単に説明していますが、正規分布とは何ぞや?って人のために簡単に説明します。
正規分布とは平均・中心からの分布(ばらつき方)を表したものです。ばらつき具合は正規分布のグラフの形に収束するだろうという確率論や統計論の説明に使う分布です。
どんな現象でもというわけではないのですが、外乱がなければ実際にそのグラフの形に収束していだろうというものです。比較的多くの工程能力ではこの正規分布に沿った確率でばらつき方が分布されるであろうと決めて計算します。
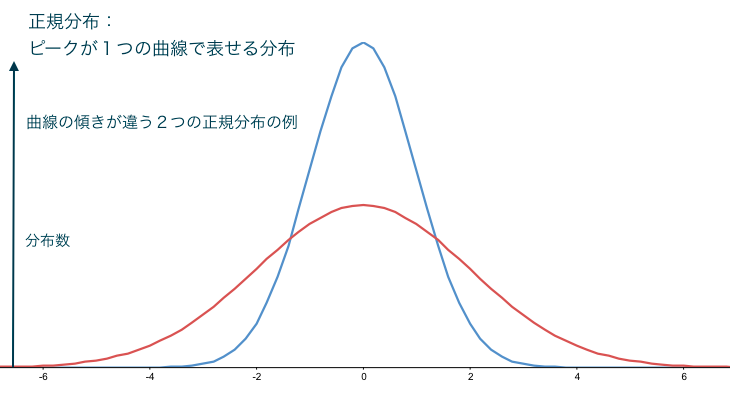
この図は正規分布のグラフになり、正規分布はピークが1つの曲線で表すことができます。(グラフ中のX軸の0は中心の意味です)図の中には2つの曲線の傾きが異なった正規分布を載せました。このような正規分布に沿った形にばらつきがなると仮定して後に説明する工程能力は出されます。
ばらつき方の分布は分かったと思います。ばらつき方の基準の値となる標準偏差について説明します。
確率における分布の形状。自然界の分布は外乱がなければ、このグラフの形に収束するだろうというもの。
標準偏差とは?
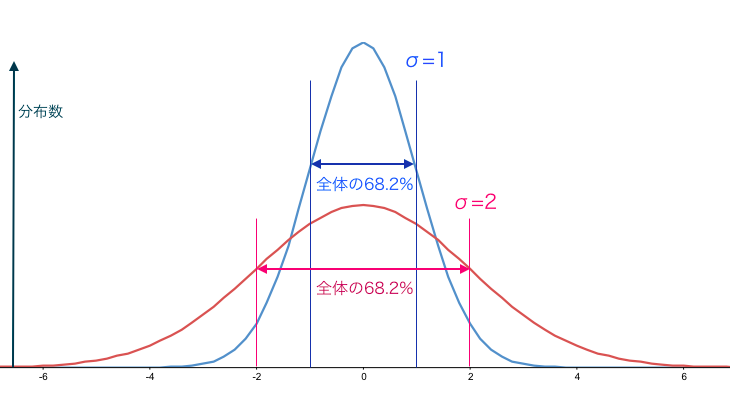
正規分布の形に値が分布している場合、どの程度のばらつき(グラフで言うと傾き方)があるか説明しにくいです。そこで基準となるのが標準偏差というものです。標準偏差はσであわらされますが、グラフの傾き方が変わればこの値も変わり、±σの間の分布はグラフ全体から68.2%と分布率は固定になります。そのため、ばらつきの基準となる値としてよく使われます。
ばらついた値(先ほどの例では、99cm,101cm)がn個あったとしても足したり、引いたり、割っただけでは平均とかが出るだけでグラフの傾き位置が把握できません。どのように求めるのでしょうか?
そこで、中心値からどの程度離れているか判断するために中心値μからばらついた値を引きます。
(μ-99),(μ-100),…n個分
そのまま足しても中心値を求めるだけなので、(ばらつきの)拡がり方の重み付けをします。同じ値をかけます(2乗します)
(μ-99)^2,(μ-100)^2,…n個分
その値を全て足して(n-1)で割ります。これは拡がり方の重み付けを平均した値になります。
((μ-99)^2+(μ-100)^2+ ・・・ n個分)/(n-1)
これを拡がり方として分散:σ^2と呼びます。でもグラフの単位と一致しないのでグラフに載せれません。グラフのx軸の単位にするために平方根します。
σ=√(σ^2)
これを標準偏差といいます。これが、ばらつきかたの目安になる値になります。
次はこの値を使用して、どれぐらいの数が規格内に収まるか、収まらないか見ていきます。
標準偏差とは、グラフの傾き方の指標となる位置
考え方は統計解析になります。詳しく知りたい方はこの参考文献を見てみてください。
工程能力指数―実践方法とその理論 (JSQC選書)
工程能力指数 CP値、CPK値
工程能力指数 CP値
ばらつき方の値(標準偏差)では、感覚的にどの程度なのかわからないと思います。これを規格に収まる確率や数にした場合と考えて、目安となる値と比べる必要があります。その比較対象の値が「CP値」になります。
Usl:規格上限値
Lsl:規格下限値
σ:標準偏差
計算はこのように表しますが、意味としては「Cp=1で中心値μ±3σが規格の幅と同じ」です。±3σと同じ規格の幅とは10000個中27個の不良(規格外)が発生する確率を持ちます。
片側規格とは?
先ほどの両側規格と違い中心から上限側もしくは下限側だけを考慮した指標になります。そのため計算も半分の3σでおこないます。
Usl:規格上限値
Lsl:規格下限値
μ:平均値
σ:標準偏差
上限片側規格
下限片側規格
CP値の考え方は平均が規格の中心と同じ考え、もしくは中心を考えない場合の値です。中心値が規格中心と会っていない場合やはり不良は発生します。そこで中心を後ほど話します「CPK値」は中心のズレも考慮に入れた確率や数になります。(CP値との違いは中心の位置の違いです)
「CP値」は目安となる値と比べる数値
工程能力指数 CPK値
考え方は同じで、中心のズレを考慮した値になります。そのため、片側規格で出した値の小さい方がCPK値になります。

各企業や製品に対してCP値、CPK値を設定された値よりも大きいかで製品の品質を測ったり、品質検査の内容を決めたり、製品のロスを判断します。
「CPK値」は中心のズレも考慮
考え方として、以下にまとめました。
・CP値、CPK値 小さい→不良率が大きい。製造上の不良(規格外)になりやすい。
・CP値、CPK値>設定値:ばらつきが大きい、規格中心と平均値があっていない。設定値が厳しすぎる。
・CP値>設定値,CPK値<設定値:ばらつきが大きい、設定値が厳しすぎる。
・CP値<設定値,CPK値>設定値:規格中心と平均値があっていない。設定値が厳しすぎる。
設定値で不良率がどの程度か判断できます。次はCP値、CPK値の設定となる設定値について説明していきたいと思います。
CP値は規格範囲に対してどの程度かわかる値。CPK値は規格範囲と規格中心に対してどの程度かわかる値
シックスシグマとPPM
CP値、CPK値の設定となる設定値の話の前にシックスシグマ(6σ)とかPPMの不良に関する言葉について簡単に説明します。
製造業界ではよくシックスシグマ(6σ)とかPPMってつかわれます。
PPMとは?
ピース・パー・ミリオン
パーツ・パー・ミリオン(百万分の1つ)と呼んで不良率で多く使われます。例えば、不良率3PPMでは不良の発生率が3/1000000のことを指します。製造業界では、よくこれを使い不良率等をよく表したりします。
パーツ・パー・ミリオン(百万分の1つ)。パーセントよりも小さい値で多く使われる
シックスシグマ(6σ)とは?
製造業界ではシックスシグマをスローガンに不良率を下げて良品をつくる目標としていました。そのスローガンでは「100万個中3.4個(3.4PPM)の不良まで許容」しています。実際には6σは統計学的に「10億個中の2個」となり、さきほどのスローガンよりもかなり確率が低くなっています。シックスシグマの考え方として、「100万個中3.4個(3.4PPM)の不良まで許容」=4.5σに規格中心と平均値のズレ等などのブレを1.5σ考慮した6σとしています。
4.5σに規格中心と平均値のズレ等などのブレを1.5σ考慮した数値
CP値、CPK値の設定値
CP値の基準は±3σと言いました。(中心値μ±3σが規格の幅と同じでCp=1)
このPPMの考え方と比較して表にしてみました。ただし、CP値(片側規格)の考え上の不良率になります。CP値(両側規格)の場合、不良率は2倍になります。
| 規格幅 | CP値 (片側規格) |
不良率 (規格外率) |
不良率[PPM] |
| 3σ | 1 | 1.4/1000 | 1350 |
| 4σ | 1.33 | 3.2/100000 | 32 |
| 4.5σ | 1.5 | 3.4/1000000 | 3.4 |
| 5σ | 1.67 | 2.8/10000000 | 0.28 |
| 6σ | 2 | 2/1000000000 | 0.002 |
シックスシグマのところで話したように、4.5σが3.4PPMの値になります。そのため製造業界での設定値は比較的に4σのCP値1.33(32PPM)や5σのCP値1.67(0.28PPM)を使用しています。
CP値、CPK値の設定値により不良率の基準が割り出せる
Excelでの使い方
「計算がむずかしいから使えないよ」って思う人もいるのではないでしょうか?ですが、Excelで関数を使用すれば簡単に求める事ができます。やり方を説明していきます。
例として、「100cmの棒」の製品をつくって10個を計測したとします。10個の計測結果はC列の2〜11行目に記しました。この時の工程能力CP値とCPK値を求めていきます。D行がC行の計算内容になります。
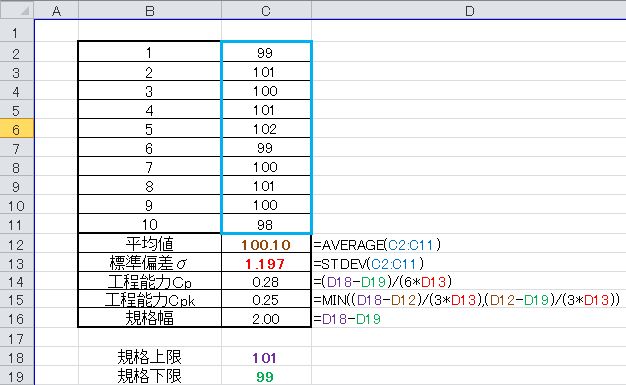
まず、平均値を求めます。平均値μはExcelの[AVERAGE関数]を使います。(C列12行目)この使い方はみなさんわかっていると思いますが、範囲は10個の計測した値になります。
標準偏差を求めます。標準偏差σはExcelの[STDEV関数]になります。先ほど「正規分布とばらつき」で説明した内容の計算をしてくれる関数になります。(C列13行目)これもAVERAGE同様に範囲は10個の計測した値になります。
工程能力のCP値を求めていきます。先ほど「工程能力指数 CP値」で説明したように規格幅「規格上限−規格下限」を6σで割った値になります。(C列14行目)
工程能力のCPK値を求めていきます。先ほど「工程能力指数 CPK値」で説明したように片側規格と考えて「規格上限−平均」を3σで割ったものと、「平均−規格下限」を3σで割った小さい方がCPKの値となります。(C列15行目)
順番を簡単にまとめると以下の順に求めていきます。
- 平均値「μ」
- 標準偏差「σ」
- 工程能力「CP値」
- 工程能力「CPK値」
管理分野における工程能力
同様に管理においても工夫次第で使用できます。
例えば、
・生産数量
・工程内の標準作業
・部下の仕事量(残業量)
など
ただし、ばらつきが正規分布になると思われる事でのみ管理できます。
逆にいうなら、正規分布になると思われる内容であれば精度よく使用できます。
工程能力はさまざまな分野でつかえる統計学的手法
教育上の学力偏差値との関係
よく偏差値って聞きますよね?偏差値自体はわかりにくいですが、正規分布の考え方から「どの程度のグループ」にいるのかが簡単に推測して言えます。
偏差値とは先ほどまでの考え方と同じで、全体の中でどの位置にあるか表した値です。
先ほども言ったように正規分布(分布のピークが1つ)の場合、推測できます。
学力上の偏差値は以下のように計算されます。
偏差値 = ( (得点 − 平均点) / 標準偏差 ) × 10 + 50
標準偏差が10、平均値が50として計算をしています。
簡単に偏差値の一覧表を作りました。
| 偏差値 | 順位 |
| 90 | 0.000032*全体数 |
| 80 | 0.001350*全体数 |
| 70 | 0.022750*全体数 |
| 60 | 0.158660*全体数 |
| 55 | 0.308538*全体数 |
| 50 | 0.500000*全体数 |
| 45 | 0.691462*全体数 |
| 40 | 0.841134*全体数 |
| 30 | 0.977250*全体数 |
| 20 | 0.99865*全体数 |
| 10 | 0.999968*全体数 |
以下の書籍が参考になります。
詳しく知りたい方は参考にしてください。
レイアウト修正 2017/03/22

PPMは「ピース・パー・ミリオン」ではなく「パーツ・パー・ミリオン」ですよ。
品質工学じゃなくても、大学教養レベルの常識かと。
ご指摘ありがとうございます。
確かにPPMは「ピース・パー・ミリオン」ではなく「パーツ・パー・ミリオン」でした。
どこかで間違えていました。
ここで覚えていった人がいたら申し訳ありません。
修正して覚えてください。